Title:
Efficient Case Palletizers: Enhancing Cold Room Palletizing in the Food & Beverage Industry
Description:
Introduction:
Welcome to our informative video showcasing the capabilities of cutting-edge Case Palletizers in the food and beverage industry. In this video, we explore the advanced features and benefits of Robots Doing Cold Room Case Palletizing, focusing on the efficient handling and storage of products in demanding cold room environments.
Video Content:
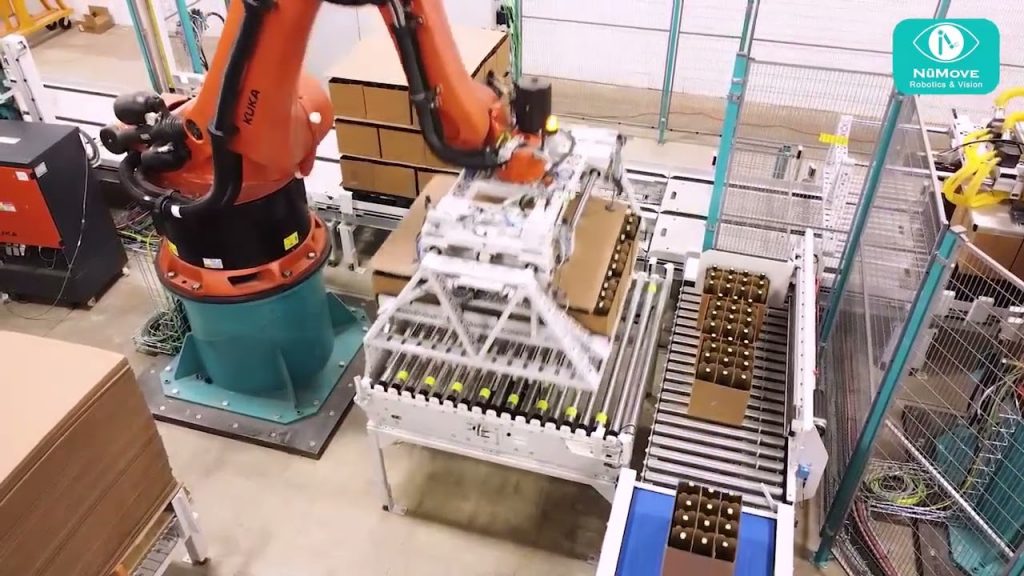
Our video highlights the utilization of two state-of-the-art FANUC M-410iC 185 palletizing robots, which have revolutionized the palletizing process in the food and beverage sector. These robots exhibit exceptional precision, speed, and reliability, ensuring the seamless transfer of products from production lines to cold room storage areas.
Key Points Covered:
1. Enhanced Efficiency: Discover how our Case Palletizers optimize the palletizing process, reducing manual labor and minimizing errors, ultimately resulting in increased productivity.
2. Cold Room Adaptability: Learn how the robots excel in cold room environments, effectively handling temperature-sensitive products while maintaining product integrity.
3. Versatile Palletizing: Explore the flexibility of our robots, capable of palletizing various types of packaging, including cases, cartons, and crates, accommodating diverse product sizes and shapes.
4. Advanced Software Integration: Gain insights into the intelligent software integrated into the robots, enabling precise positioning, pattern creation, and seamless integration with existing production lines.
5. Safety Features: Understand the comprehensive safety measures incorporated into our Case Palletizers, ensuring the protection of operators and the integrity of products during the palletizing process.
Operating Steps:
1. Step 1: Unpacking and setting up the Case Palletizers in the cold room environment.
2. Step 2: Configuring the robots’ software to align with specific palletizing requirements.
3. Step 3: Initiating the palletizing process, where the robots efficiently stack products onto pallets.
4. Step 4: Monitoring and quality control, ensuring accurate palletizing and verifying product integrity.
5. Step 5: Wrapping up the palletized products for secure storage and transportation.
Call to Action:
If you found this video informative and valuable, we encourage you to like, subscribe, and share it with others in the industry. Stay updated with the latest advancements in cold room palletizing by visiting our website at [website link].
Additional Tags and Keywords:
Case Palletizers, Robots Doing Cold Room Case Palletizing, Food & Beverage, FANUC M-410iC 185, palletizing robots, cold room environments, temperature-sensitive products, packaging, software integration, safety features, efficient palletizing, productivity, precision, speed, flexibility.
Hashtags:
#CasePalletizers #ColdRoomPalletizing #FoodAndBeverage #PalletizingRobots #Efficiency #Productivity #IntelligentSoftware #SafetyMeasures #TemperatureSensitiveProducts #AdvancedTechnology
Title: Streamlining Cold Room Case Palletizing for Robots in the Food & Beverage Industry
Introduction:
In the dynamic and fast-paced food and beverage industry, efficient and precise case palletizing within cold rooms presents a significant challenge. To address this, the implementation of robots offers a promising solution. This article aims to explore the key considerations and requirements for developing a tilter specifically designed for robots conducting case palletizing tasks in cold room environments.
1. Understanding the Cold Room Environment:
To design an effective tilter, it is crucial to comprehend the unique characteristics of cold room environments, such as low temperatures, humidity, and limited space. These factors pose challenges and necessitate careful selection of materials, components, and design strategies.
2. Customization for Robot Integration:
The tilter should be designed to seamlessly integrate with the specific robot model used for case palletizing. Collaboration with robot manufacturers to ensure compatibility and optimize performance is essential. Customization should also consider the range of products to be palletized, accommodating different shapes, sizes, and weights.
3. Ergonomics and Safety:
Safety is paramount when designing a tilter for robots in cold room palletizing. The tilter must adhere to industry safety standards, providing features such as emergency stop buttons, safety interlocks, and protective barriers. Ergonomic considerations are equally important, ensuring ease of use and minimizing strain on human operators during maintenance and setup.
4. Material Selection:
Given the cold room environment, selecting appropriate materials that can withstand low temperatures without compromising strength and functionality is vital. Low-temperature plastics, stainless steel, and specialized coatings should be considered to mitigate risks of corrosion, brittleness, or degradation.
5. Operational Efficiency:
The tilter should be designed to maximize operational efficiency, minimizing downtime and optimizing the robot’s performance. This includes features such as quick-change tooling options, user-friendly interfaces, and remote monitoring capabilities to detect and address any issues promptly.
6. Maintenance and Servicing:
To guarantee smooth operations, the tilter should be designed for easy maintenance and servicing. Accessible components, modular designs, and clear documentation are essential to minimize downtime and ensure efficient repairs or replacements.
7. Integration with Existing Systems:
The tilter must seamlessly integrate with existing palletizing systems, including conveyors, sensors, and control systems. Compatibility with warehouse management systems (WMS) and enterprise resource planning (ERP) software allows for streamlined communication and data exchange, optimizing overall productivity.
Conclusion:
Developing a tilter for robots conducting cold room case palletizing in the food and beverage industry requires careful consideration of the unique environment, robot integration, safety, efficiency, and ease of maintenance. By addressing these key aspects, manufacturers can enhance palletizing operations, improve productivity, and meet the demanding requirements of the industry.Palletizerse
#Robots #Cold #Room #Case #Palletizing #Food #Beverage